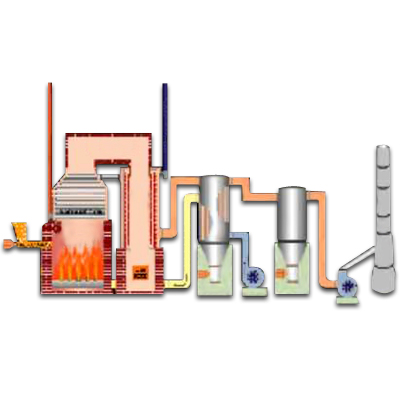
Product Profile of Agro Waste/Coal Fired Thermic Fluid Heaters
Elite Thermal Engineers manufactures Agro Waste/Coal Fired Thermic Fluid Heaters. Elite Thermal Engineers is an ISO 9001:2008 certified manufacturer of industrial steam boilers, spray coolers & dryers, water softeners which find applications in chemical, pharma & food processing industries. Agro Waste/Coal Fired Thermic Fluid Heaters are available with output range starting from 50000 kcal/hr to 1000000 kcal/hr.
Key Features of Agro Waste/Coal Fired Thermic Fluid Heaters
- Robust & reliable with minimum maintenance for pump & controls
- Simple circuit, no blow downs, steam traps or condensate return systems necessary when compared with a steam system
- Combined expansion / de-aeration tank simplifies piping work, protects thermic fluid from oxidation & provides continuous de-aeration of thermic fluid thereby avoiding pump cavitation
- Three pass design
- Air pre-heater as a heat recovery unit [HRU] is available as an optional accessory which recovers maximum possible waste heat from outgoing flue gases giving superior thermal efficiency
- External furnace design offers higher solid fuel flexibility
- Technically adequate heat transfer areas giving superior thermal efficiency
- Liberal grate area to ensure complete combustion & eliminate clinker formation
- Significant saving in fuel cost when the operation is compared to that of an oil fired heater
- Multi-cyclone separator [dust collector] is provided as a standard accessory to collect the fly ash particles & clean the outgoing flue gases